





























































































Lub wypełnij formularz na stronie
Pomoc w doborze
Enzymy, drożdże alkoholowe, środki antyseptyczne do produkcji alkoholu

Enzymy do produkcji etanolu, alkoholu, whisky. Alkohol drożdżowy i środki antyseptyczne do brzeczki.
Zasięgnij porady technologa w zakresie zastosowania i wdrożenia do produkcji.







































Spożywczy alkohol etylowy (С2Н5ОН) powstaje w wyniku fermentacji węglowodanów różnych surowców spożywczych pod wpływem enzymów drożdży. Enzymy (enzymy) to organiczne katalizatory o charakterze białkowym, wytwarzane przez żywe komórki. Termin „enzym” pochodzi od łacińskiego „fermentum” – „zakwas”, termin „enzym” – z greckiego „enzym” – „w zakwasie”.
W zależności od węglowodanów zawartych w surowcu dzieli się na zawierające cukier, skrobię i inulinę. Jednocześnie węglowodany surowców zawierających cukier są bezpośrednio fermentowane przez enzymy drożdżowe, podczas gdy skrobia i inulina nie są przez nie bezpośrednio fermentowane. Dlatego w technologii otrzymywania alkoholu z surowców zawierających skrobię stosuje się słód - kiełkujące ziarno różnych zbóż, pod działaniem enzymów, z których skrobia jest scukrzana, a powstałe cukry są fermentowane przez enzymy drożdżowe, a inulina jest scukrzana przez enzymy obecne w samym surowcu.
W przemysłowej produkcji alkoholu, oprócz słodu, do scukrzania skrobi wykorzystuje się grzyby pleśniowe i kwasy, a scukrzanie inuliny wykorzystuje zarówno enzymy obecne w samym surowcu, jak i kwasy.
Wraz z głównym surowcem, czyli surowcem, w wyniku fermentacji węglowodanów, z których otrzymuje się alkohol, w technologii produkcji alkoholu wykorzystuje się również szereg innych substancji: wodę, materiały pomocnicze, drożdże i słód. W warunkach domowych słód może służyć jako główny surowiec do produkcji alkoholu.
Jako materiały pomocnicze w produkcji alkoholu stosuje się: kwasy (do wytworzenia niezbędnej kwasowości pożywki i jej środka antyseptycznego), środki antyseptyczne (do dezynfekcji stosowanych materiałów i urządzeń technologicznych), nawozy (do drożdży paszowych), gaśnice pianowe (w celu stłumienia piany). Jakość wody, skład soli, a zwłaszcza jej twardość odgrywają istotną rolę, gdyż tak ważne procesy jak przetwarzanie surowców węglowodanowych i ich fermentacja odbywają się w jej środowisku, a uprawa słodu jest również niemożliwa bez jej użycia.
Pomimo różnorodności surowców spożywczych przetwarzanych na alkohol, materiałów i metod stosowanych w tym procesie, w technologii wytwarzania alkoholu można wyróżnić trzy główne etapy prac:
- uzyskanie i przygotowanie pożywki do fermentacji;
- wdrożenie fermentacji;
- izolacja alkoholu.
Oczywiście podział ten jest warunkowy, gdyż na każdym z tych etapów prowadzone są prace, które zapewniają przygotowanie i realizację zoptymalizowanych kolejnych etapów całego procesu uzyskiwania wysokiej jakości alkoholu przy minimalnych kosztach iw możliwie najkrótszym czasie.
Efektem pracy pierwszego etapu jest UZYSKANIE ZACIERU.
DROŻDŻE DO FERMENTACJI przygotowywane są na tym samym etapie.
Zacier jest jednorodną masą, składającą się z cukrów, wody, odżywek dla drożdży i posiadającą niezbędną kwasowość i temperaturę. W literaturze minionych lat określenie „brzeczka” oznaczało głównie masę przygotowaną do fermentacji z owoców i jagód lub ich soku, a masę przygotowaną z mąki lub ziemniaków określano terminem „zacier”, ponieważ mąkę lub gotowane ziemniaki były "przetarty" - zmielony, zmieszany z wodą i słodem. W związku z tym pojemniki, w których przeprowadzono zacieranie, nazwano zacieru. We współczesnej literaturze naukowo-technicznej (niezależnie od użytego surowca spożywczego i sposobu jego przygotowania) masa przygotowana do wprowadzenia do niej drożdży określana jest głównie terminem „zacier”. Zacier z dodatkiem drożdży nazywa się MASH. Zacier sfermentowany, czyli taki, w którym cały cukier zamienił się w alkohol i dwutlenek węgla, nazywa się ZACIEREM DOJRZAŁYM.
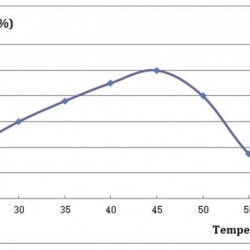
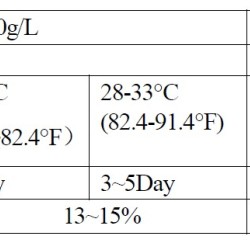
Drugi etap prac rozpoczyna się wraz z wprowadzeniem drożdży do zacieru, a kończy po przekształceniu cukrów w alkohol i dwutlenek węgla. Najważniejsze na tym etapie jest utrzymywanie niezbędnych reżimów temperaturowych i czasowych fermentacji oraz zapobieganie infekcji zacieru patogennymi mikroorganizmami z zewnątrz, co może prowadzić do zwiększonego spożycia cukrów i pogorszenia jakości alkoholu. Na tym samym etapie konieczne jest techniczne zapewnienie wychwytywania alkoholu wydostającego się na zewnątrz komory fermentacyjnej wraz z uwalnianym w procesie fermentacji dwutlenkiem węgla. Jego wykonanie w warunkach produkcyjnych kontrolowane jest analitycznie zawartością niesfermentowanego cukru, aw warunkach domowych – organoleptycznie brakiem słodkiego smaku i zaprzestaniem emisji dwutlenku węgla.
W trzecim etapie przeprowadzana jest destylacja i rektyfikacja alkoholu. Alkohol rektyfikowany uzyskiwany w nowoczesnych przedsiębiorstwach przemysłowych zawiera niewielką ilość zanieczyszczeń, które mogą ograniczać jego zastosowanie i dlatego praktycznie nie wymaga dodatkowego oczyszczania.
Jednak ze względu na ich obecność, choć niezwykle nieznaczną, mieszanka rektyfikowanego alkoholu z wodą nadal nie ma smaku wódki. Wódka nabiera tych właściwości dopiero po obróbce roztworu wodno-alkoholowego (ale nie alkoholu!) węglem aktywnym i jego późniejszej filtracji.
W warunkach domowych alkohol tej jakości nie może być uzyskany przez destylację. Dlatego w książce dużo uwagi poświęcono chemicznym i fizycznym metodom oczyszczania alkoholu, które są dość łatwo odtwarzalne w warunkach domowych i były stosowane w krajowym przemyśle alkoholowym przed stworzeniem nowoczesnych zakładów gorzelniczych.